
По экспертным оценкам, ежегодно в России образуется около 600 миллионов тонн побочных продуктов животноводства (ППЖ). При этом традиционное компостирование отходов в полевых условиях занимает от 3 до 12 месяцев и сопровождается значительными потерями питательных веществ: половина азота улетучивается в атмосферу, а фосфор вымывается в почву и грунтовые воды. Кроме того, в России ППЖ классифицируются как отходы 3–4 классов опасности, за выброс которых предприятия платят взносы за негативное воздействие на окружающую среду. Решением сразу нескольких проблем могут стать перерабатывающие установки. Однако зарубежные системы, например, австрийские и американские, стоят дорого и часто оказываются неприспособленными к специфике российских видов отходов из-за их повышенной влажности, неоднородности и волокнистости. Отечественные разработки в этой области часто не выходят за рамки патентов или опытных образцов и не становятся серийным оборудованием.
«Органика — самый массовый вид отходов, но и самый сложный для переработки, так как ее состав крайне неоднороден. Например, в одном и том же ресторане в разные дни состав отходов может сильно отличаться: сегодня преобладают фрукты с одной кислотностью, завтра — мясо и рыба с совсем другими свойствами. При этом любая ферментация идет за счет микроорганизмов, и наша задача — создать для них комфортный режим по кислороду, температуре и влажности, чтобы они одинаково эффективно справлялись с любым составом», — объяснил создатель биоферментатора и доцент факультета экотехнологий ИТМО Роман Уваров.
Роман Уваров. Фото: Дмитрий Григорьев / ITMO NEWS
Ученый вместе с коллегами с Мегафакультета наук о жизни ИТМО собрал автоматизированный биоферментатор закрытого типа, в основе которого — вращающийся барабан с периодическим перемешиванием отходов. В отличие от аналогов, где привод вращает барабан непрерывно, в этой установке применяется цикличный режим. Вращение со скоростью 1–2 оборота в минуту включается раз в несколько часов для гомогенизации смеси, насыщения массы кислородом и равномерного прогрева, чтобы процесс ферментации шел быстрее. Ранее такой режим не применялся, поскольку западные установки рассчитаны на более сухое и однородное сырье, которое при остановке барабана слеживается. Российские же отходы с высокой влажностью и волокнистостью позволяют делать паузы без потери аэрации. На переработку тонны биомусора установка тратит не более 6 кВт·ч энергии, что примерно в 20 раз меньше, чем требуют зарубежные аналоги.
Сам процесс ферментации основан на кислородной термофильной стадии: органика саморазогревается до 55°C за счет жизнедеятельности микроорганизмов и удерживается в этом режиме от 24 до 72 часов. Термофильный режим уничтожает патогенную микрофлору, семена сорняков и яйца паразитов, а закрытая рабочая камера не дает выйти наружу опасному аммиаку, метану и меркаптанам. Конечный продукт сертифицирован по ГОСТу как органическое удобрение, поскольку потери питательных веществ в процессе ферментации минимальны: содержание азота снижается лишь на 4–8%, фосфора — на 0–1,5% от исходного уровня. Достичь таких показателей удалось за счет циклического режима вращения, адаптированного именно под российские виды органических отходов.
3D-модель установки для ферментации отходов. Иллюстрация предоставлена Романом Уваровым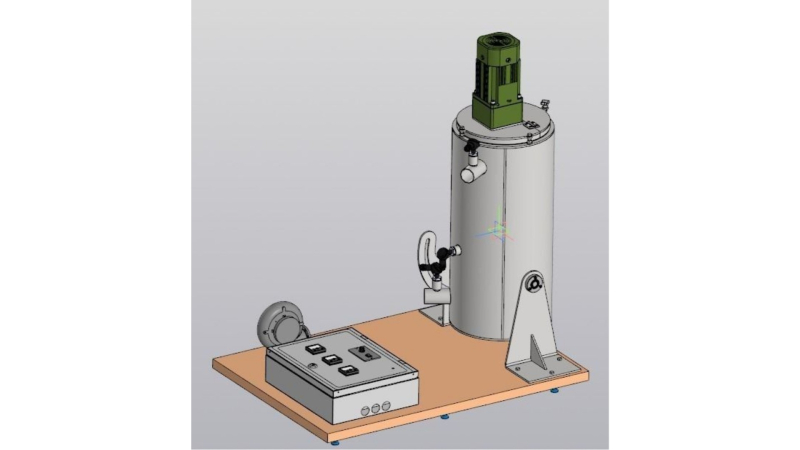
Оборудование способно работать в циклическом режиме (загрузка–выдержка–выгрузка) и потоковом, когда часть готового продукта выгружается, а свежее сырье догружается. Второй способ сокращает время выхода аппарата на рабочий режим с 12–18 до 4 часов, так как тепло от уже перерабатываемых биоотходов передается вновь загруженным.
Ферментатор состоит из нескольких модулей, поэтому он мобилен, а размещать его можно даже в стандартной бытовке в вахтовых поселках и на удаленных территориях, где завоз оборудования и вывоз отходов стоит дорого. После переработки выходит удобрение, которое может оставаться на грунте без вреда для окружающей среды.
Технология прошла экспертные проверки и вошла в три справочника наилучших доступных технологий (НДТ) — для птицеводства, свиноводства и переработки твердых коммунальных отходов, — утвержденных Минпромторгом. В 2026 году проект был представлен на Санкт-Петербургском международном экологическом форуме «Экология большого города», а в 2025-м команда ученых выиграла грант Российского научного фонда (№25-28-00955). Объем финансирования составляет 1,5 миллиона рублей.
«Индустрия заинтересована не в отдельном устройстве, а в комплексном решении проблемы. Мы движемся к тому, чтобы замкнуть весь цикл: от переработки твердых отходов и очистки жидких стоков до нейтрализации газовых выбросов. Сейчас в рамках практико-ориентированного НИОКТР мы в процессе создания модуля очистки газового выброса: он представляет собой компактную камеру с форсунками для поглощения вещества из пара и твердотельным фильтром доочистки. Управляется процесс автоматически, с контролем концентраций на входе и выходе. Это позволит размещать ферментаторы непосредственно на территории производств, не опасаясь превышения предельно допустимой концентрации (ПДК) дурнопахнущих веществ», — рассказал Роман Уваров.
Разработкой ферментатора инженер занялся еще в Институте агроинженерных и экологических проблем сельскохозяйственного производства (ИАЭП) при поддержке Фонда содействия инновациям: он позволил создать первый прототип ферментатора, подтолкнул к учреждению ООО и ведению научно-исследовательской и опытно-конструкторской работы с машиностроительными заводами. В 2021 году ученый перешел на Мегафакультет наук о жизни ИТМО, где собрал команду из конструкторов, химиков-технологов и специалистов по машинному обучению и на лабораторной базе университета построил исследовательскую установку. В результате в кооперации с заводами к 2024 году была выпущена серия промышленных ферментаторов объемом от 3 до 40 м³. Крупнейший (40 м³) смонтирован на ферме в Приозерском районе Ленобласти и перерабатывает до 40 м³ навоза в сутки, поэтому хозяйство может полностью утилизировать образуемые отходы без вывоза на полигоны и полевые площадки. Аппараты меньшего объема работают на Камчатке, Чукотке, в Ярославской области и в одном из петербургских предприятий по переработке пищевых отходов.
Следующий этап развития — интеграция систем искусственного интеллекта в ферментатор для онлайн-мониторинга и автоматического управления процессом переработки. Совместно с программистами ИТМО прорабатываются алгоритмы компьютерного зрения, способные по снимкам массы определять фазу ферментации и прогнозировать оптимальный момент выгрузки. Это позволит дополнительно сократить время цикла на 15–20 % и снизить энергопотребление за счет включения привода и вентиляторов.



